Como fazer quando o efeito de corte não é bom?
2025-04-22




Máquinas de corte a laser de fibra são indispensáveis na indústria moderna. Problemas como corte inadequado de determinadas espessuras de material, pressão de ar inconsistente ou desalinhamento do caminho óptico podem ter um sério impacto na produtividade. A resolução oportuna desses problemas é fundamental para manter a continuidade do fluxo de trabalho e maximizar o ROI.
Este guia foca nos problemas comuns de máquinas de corte a laser de fibra no mercado de reposição – resultados de corte insatisfatórios – e nossas soluções estruturadas ajudam os técnicos a identificar a causa raiz com eficiência. Com ajustes de parâmetros, otimização de bicos e verificações sistemáticas de hardware, os usuários podem restaurar o desempenho ideal e garantir resultados consistentes.
Para o uso por um período de tempo, segundo o feedback dos clientes sobre o corte de uma determinada espessura de aço carbono, o efeito de corte da máquina de corte a laser de fibra não é bom.
Análise da causa do problema:
1. É necessário confirmar com o cliente se apenas a espessura do corte de aço carbono está ruim ou se todas as espessuras de aço carbono estão com defeito. Se apenas uma espessura ou outra não apresentar problemas, geralmente é necessária uma nova depuração de parâmetros; se o efeito de corte de todas as espessuras não for bom, será necessário analisar mais a fundo:
2. Para todas as espessuras, a situação de corte ruim pode ser excluída. Os parâmetros que causam problemas devem ser analisados a partir do nível geral da máquina para uma investigação básica, como se a operação normal deve ser concluída, se o alarme está ativado, se há condições especiais, como colisão mecânica, que levaram a danos funcionais, etc.
3. Se as verificações básicas foram concluídas, precisamos considerar o problema do gás!
Solução:
1. Para apenas uma determinada espessura de corte, basta alterar os parâmetros, usar o bico apropriado, definir a velocidade, o tipo de gás, o valor da pressão de ar e o valor de foco correspondentes para encontrar os melhores resultados de corte e economizar!
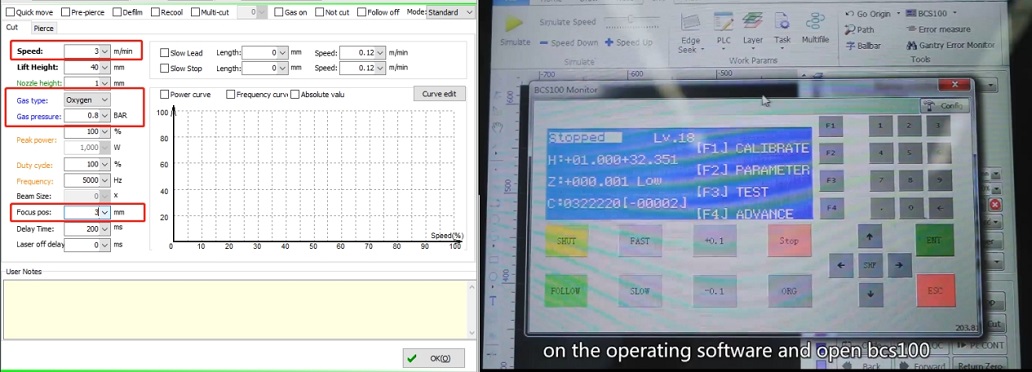
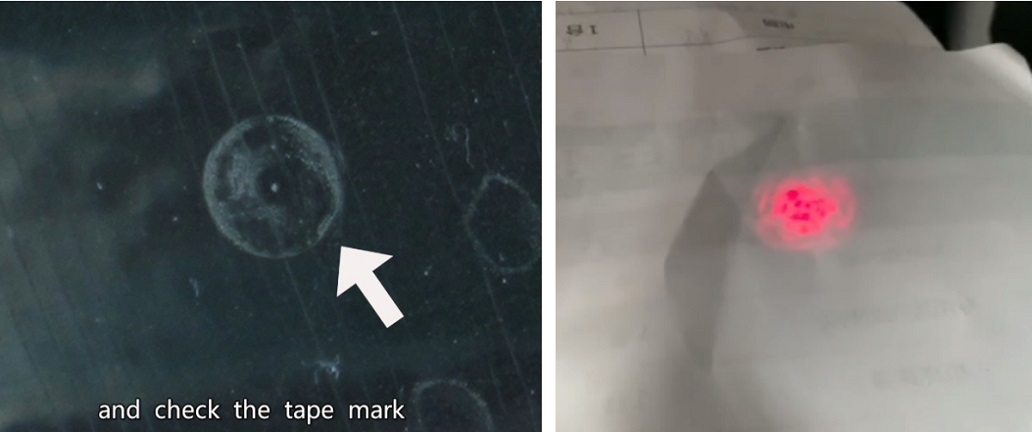
2. Caso todas as espessuras não sejam bem cortadas, é necessário consultar o cliente sobre as alterações no processo de corte para encontrar as informações-chave e priorizar a investigação. Caso contrário, você só poderá verificar todos os itens básicos, incluindo se a seleção do bico está correta, se a calibração do bico BCS100 deve ser concluída, se o caminho óptico está centralizado, verificar o estado da luz vermelha com um papel branco para determinar se a lente interna do cabeçote do laser está limpa, e assim por diante.
3. se toda a operação diária da verificação do projeto básico for concluída, o problema não for resolvido, então você precisa verificar se a pressão de ar de saída da máquina de corte a laser de fibra do medidor de oxigênio está em 0,8 MPA e estável sem fenômeno de vazamento; teste de sopro para verificar o valor da válvula proporcional de oxigênio com a configuração da pressão do ar de sopro para corresponder, como incompatibilidade, você precisa testar o software da máquina de corte a laser de fibra para diferentes configurações de pressão de ar correspondentes ao valor da tensão do valor real do software e, em seguida, o software para a correção da pressão ou se comunicar com o fabricante. Comunique-se com o fabricante para excluir a função da válvula proporcional; se o problema não for resolvido, é necessário substituir o oxigênio de acordo com o requisito de que a pureza do oxigênio usado para o corte seja superior a 99,95%.